Jyrsimiä käytetään paljon. Ymmärrätkö todella jyrsinten rakennetta? Selvitetään artikkelin kautta tänään.
1. Kääntöjyrsimien tärkeimmät geometriset kulmat
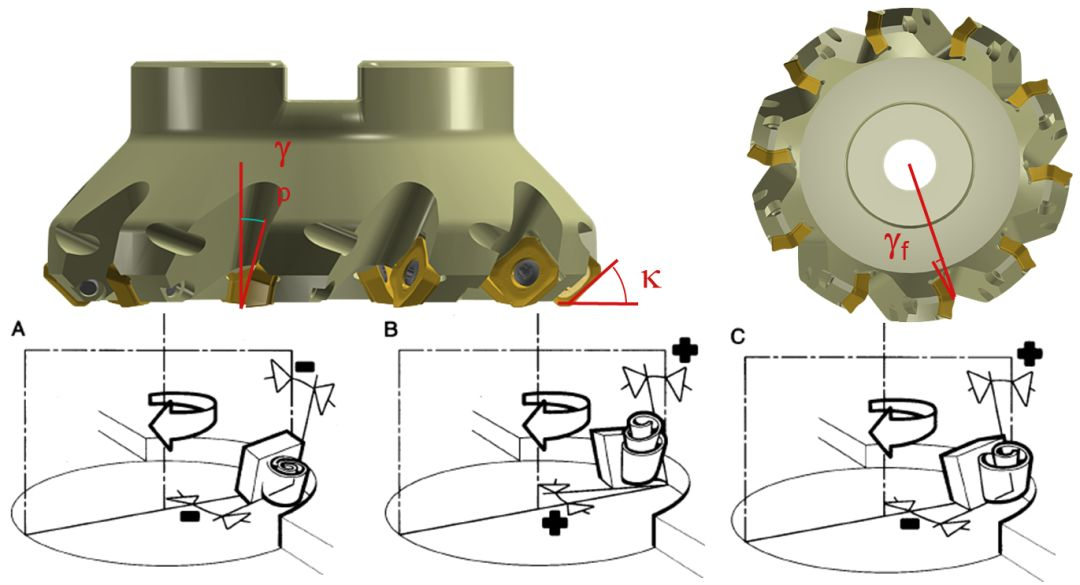
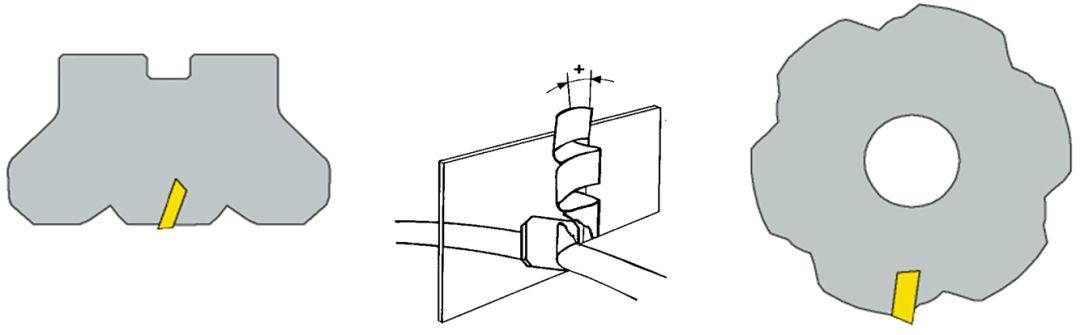
Jyrsimessä on etukulma ja kaksi kaltevuuskulmaa, joista toista kutsutaan aksiaaliseksi harakulmaksi ja toista säteittäiseksi karankulmaksi.
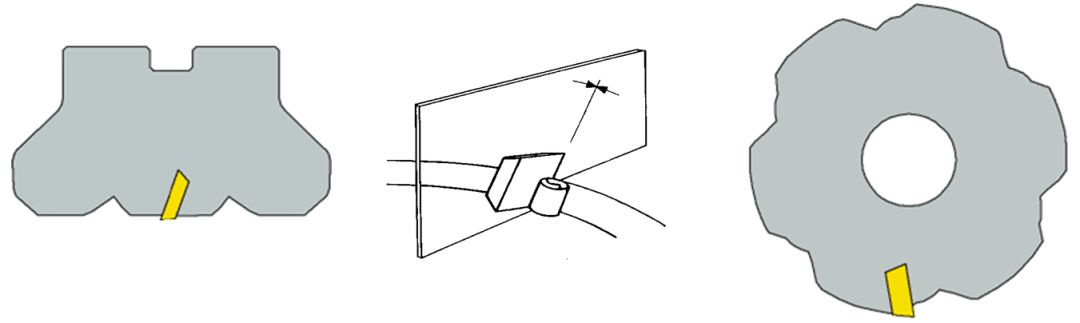
Säteittäinen kallistuskulma γf ja aksiaalinen kaltevuuskulma γp. Säteittäinen kallistuskulma γf vaikuttaa pääasiassa leikkaustehoon; aksiaalinen kallistuskulma γp vaikuttaa lastujen muodostumiseen ja aksiaalivoiman suuntaan. Kun γp on positiivinen arvo, lastut lentävät pois työstöprosessista. nuudeli.
Harakulma (harapinnan kosketuspinta)
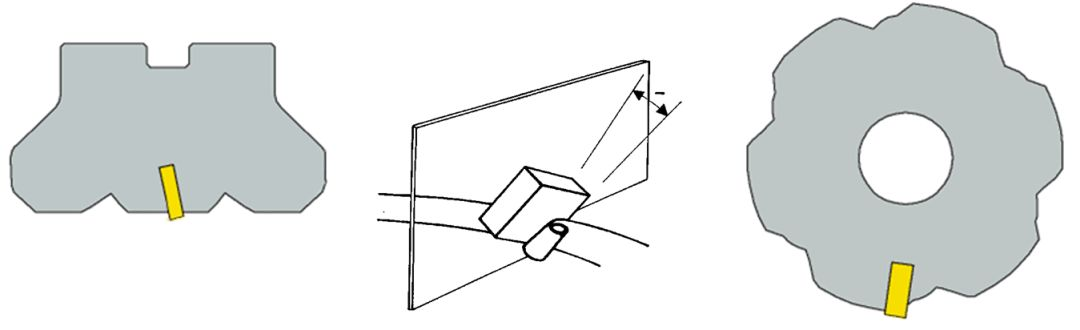
Negatiivinen kallistuskulma: teräs, teräslejeeringit, ruostumaton teräs, valurauta.
Positiivinen kallistuskulma: käytetään viskoottisissa materiaaleissa ja joissakin korkean lämpötilan seoksissa.
Keskietukulma: käytetään kierteitykseen, uritukseen, profilointiin ja veitsien muotoiluun.
Käytä negatiivisia kallistuskulmia aina kun mahdollista.
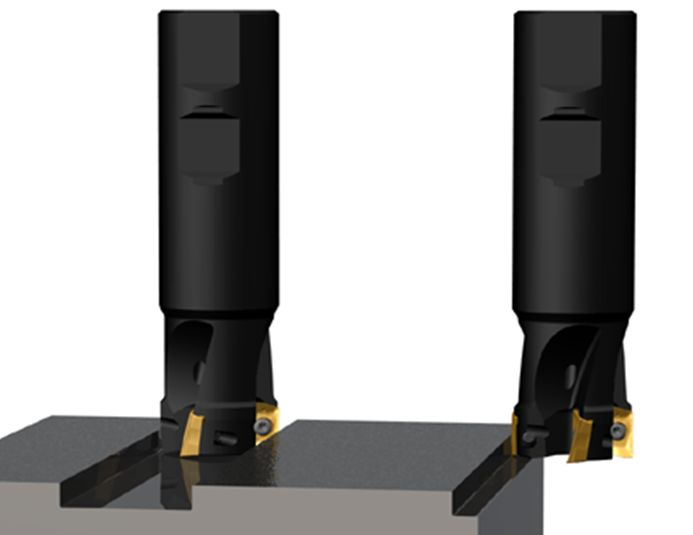
2. Jyrsimen geometria
1. positiivinen kulma -positiivinen kulma
Leikkaus on kevyttä ja sileää, mutta terän lujuus on heikko. Soveltuu pehmeiden materiaalien ja ruostumattoman teräksen, kuumuutta kestävän teräksen, tavallisen teräksen ja valuraudan käsittelyyn jne. Tätä muotoa kannattaa suosia pienitehoisten työstökoneiden, prosessijärjestelmän riittämättömän jäykkyyden ja kasaantuneiden reunojen yhteydessä.
Etu:
+ sileä leikkaus
+ Tasainen lastunpoisto
+ hyvä pinnan karheus
Haitat:
- Huippulujuus
- Ei edistä leikkauskontaktia
- Työkappale erotetaan koneen pöydästä
2. Negatiivinen kulma – Negatiivinen kulma
Sillä on vahva iskunkestävyys ja siinä käytetään negatiivisia teriä, jotka soveltuvat valuteräksen, valuraudan ja korkeakovuuden ja lujan teräksen karkeaan jyrsintään.
Jyrsintä kuluttaa kuitenkin paljon tehoa ja vaatii erinomaista prosessijärjestelmän jäykkyyttä.
Etu:
+ huippulujuus
+ Tuottavuus
+ Työnnä työkappale konepöytään
Haitat:
- Suurempi leikkausvoima
- Sirun esto
Xinfa CNC-työkaluilla on hyvä laatu ja edullinen hinta. Lisätietoja on osoitteessa:
CNC-työkalujen valmistajat – Kiinan CNC-työkalutehdas ja toimittajat (xinfatools.com)
3. Positiivinen kulma – negatiivinen kulma
Leikkuureuna on vahva iskunkestävyys ja terävä. Soveltuu teräksen, valuteräksen ja valuraudan käsittelyyn. Vaikutus on myös parempi, kun jyrsitään suurilla marginaaleilla.
Etu:
+ Tasainen lastunpoisto
+ edulliset leikkausvoimat
+ Laaja valikoima sovelluksia
4. Jyrsinväli
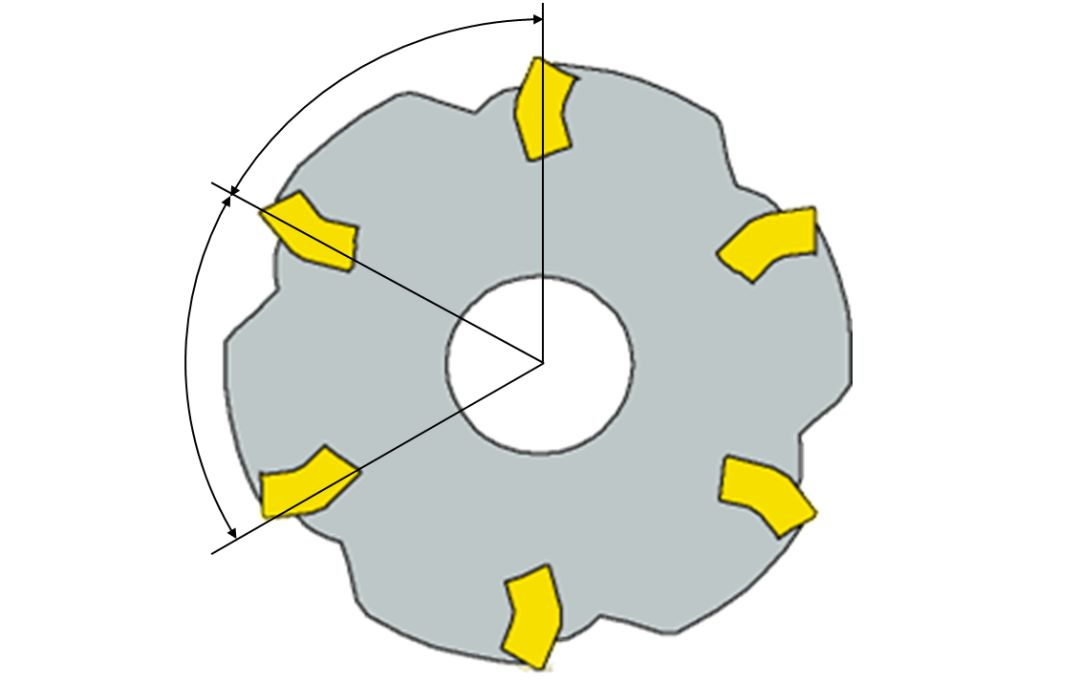
1) Tiheät hampaat: nopea syöttö, suuri jyrsintävoima, pieni lastutila.
2) Vakiohampaat: tavanomainen syöttönopeus, jyrsintävoima ja lastutila.
3) Karkeat hampaat: hidas syöttö, pieni jyrsintävoima, suuri lastutila.
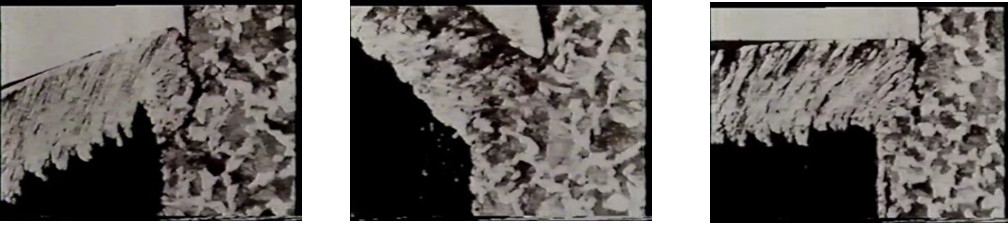
Jos jyrsinterissä ei ole erityistä pyyhkimen sisäosaa, pinnan karheus riippuu siitä, ylittääkö syöttö kierrosta kohti terän pyyhintason leveyden.
Esimerkki: Urojen jyrsintä ja muotojyrsintä
Hampaiden lukumäärä:
•Harvat tai vakiohampaat uran jyrsintään (turvallisuus)
•Tiheät hampaat ääriviivojen jyrsimiseen (tuottavuus)
Postitusaika: 1.11.2023


