Hitsaushalkeamat haitallisimpana hitsausvirheluokana, joka vaikuttaa vakavasti hitsattujen rakenteiden suorituskykyyn ja turvallisuuteen ja luotettavuuteen. Tänään opastamme sinut tunnistamaan yhden halkeamien tyypeistä – laminoidut halkeamat.
01
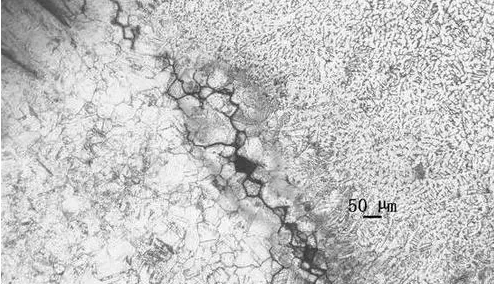
Ei-metalliset sulkeumat, teräslevy valssausprosessissa on joitain ei-metallisia sulkeumia teräksen sisällä jne. (kuten sulfidit, silikaatit) valssataan valssaussuunnan suuntaiseksi nauhaksi, mikä johtaa vaihteluun valssauksen mekaanisissa ominaisuuksissa. teräs, sulkeumat ovat hitsattuja rakenteita, jotka tuottavat mahdollisten tekijöiden laminaarista repeytymistä, mutta myös pääasiallinen syy laminaarirepeämisen tuottamiseen.
02
Pakotusjännitys, hitsauksen lämpösyklin vuoksi, hitsatut liitokset näyttävät rajoitusvoiman, tietylle valssatulle paksulle levylle T-muotoiset ja poikittaisliitokset, hitsausparametreissa samoissa olosuhteissa on kriittinen rajoitusjännitys tai taivutus rajoituslujuus, kun tämä arvo suurempi on altis laminaariseen repeytymiseen.
03
Vedyn diffuusio, vety on halkeilun edistäjä, johtuen vedyn diffuusiosta ja yhdistyy molekyyliksi niin, että paikallinen jännitys kasvaa dramaattisesti, kun vetyä kerääntyy sulkeumiin ei-metallisten sulkeumien ja metallihäviön edistämisen lopussa. adheesiota, ja se irtoaa metallin viereisistä sulkeumuksista vetymurtumisominaisuuksien murtuessa.
04
Perusmateriaalin ominaisuudet, vaikka sulkeumat ovat pääasiallinen syy laminaariseen repeytymiseen, mutta myös metallin mekaanisilla ominaisuuksilla on erittäin tärkeä vaikutus laminaariseen repeytymiseen. Metallin huono muovin sitkeys, sitä todennäköisemmin halkeamat laajenevat, toisin sanoen huono laminaarisen repeytymisenkestävyys.
Käännetty osoitteessa www.DeepL.com/Translator (ilmainen versio)

Xinfa-hitsauslaitteilla on korkea laatu ja alhainen hinta. Lisätietoja on osoitteessa:Hitsaus- ja leikkausvalmistajat – Kiinan hitsaus- ja leikkaustehdas ja toimittajat (xinfatools.com)
Laminaaristen halkeamien syntymisen estämiseksi suunnittelu- ja rakentamisprosessissa tärkeintä on välttää Z-suuntaisia jännityksiä ja jännityskeskittymiä, erityistoimenpiteet ovat seuraavat:
1. Paranna liitoksen rakennetta rajoittavan rasituksen vähentämiseksi. Erityistoimenpiteet, kuten: johtaa kaarilevyn pään jatkeeksi tietyn pituiseksi, estävät halkeilun; muuta hitsausjärjestelyä hitsin supistumisjännityksen suunnan muuttamiseksi, pystysuora kaarilevy vaakasuuntaiseksi kaarilevyksi, muuta hitsin asentoa niin, että valssatun kerroksen suuntainen voiman kokonaissuunnan liitos voi parantaa huomattavasti laminaarisen repeytymisen eston suorituskyky.
2. Hyväksy sopiva hitsausmenetelmä, alhaisen vetyhitsausmenetelmän käyttö on suotuisa, kuten kaasusuojattu hitsaus, upotettu kaarihitsaus kylmähalkeamien taipumus on pieni, on omiaan parantamaan anti-laminaarista repeytymistä.
3. Matalalujuisten yhteensopivien hitsausmateriaalien käyttö, hitsausmetallilla on alhainen myötöraja, korkea sitkeys, helppo tehdä jännitys keskittyy hitsaukseen ja vähentää perusmateriaalin jännityksen lämpövaikutteista vyöhykettä, voi parantaa suorituskykyä laminaarista repeytymistä vastaan.
4. Käytettäessä hitsaustekniikkaa, pinnan eristyskerroksen käyttö; symmetrinen hitsaus, jotta jännityksen jakautuminen on tasapainossa, mikä vähentää jännityspitoisuutta.
5. Kylmähalkeilun aiheuttaman laminaarisen repeämisen estämiseksi meidän tulisi parhaamme mukaan toteuttaa joitain toimenpiteitä kylmähalkeilun estämiseksi, kuten esilämmityksen parantaminen ja välikerroksen lämpötilan säätö jne. Lisäksi voimme ottaa käyttöön myös jännityksenpoistomenetelmiä kuten välihehkutus.
6. Voimme myös ohjata hitsin kokoa pienillä hitsausjaloilla, monikanavaisella hitsausprosessilla.
Käännetty osoitteessa www.DeepL.com/Translator (ilmainen versio)
Postitusaika: 24.8.2023


