Pinnoitteella on rooli monimutkaisissa metallurgisissa reaktioissa sekä hitsausprosessin fysikaalisissa ja kemiallisissa muutoksissa, ja se ratkaisee periaatteessa valoelektrodien aiheuttamat ongelmat hitsauksen aikana, joten pinnoite on myös yksi tärkeimmistä hitsausmetallin laatua määrittävistä tekijöistä.
Elektrodipinnoite: viittaa pinnoitekerrokseen, joka pinnoitetaan tasaisesti hitsausytimen pinnalle sitomalla hienorakeisia aineita, joilla on erilaiset fysikaaliset ja kemialliset ominaisuudet.

Elektrodipinnoitteen tehtävä: muodostaa kuonaa, jolla on sopivat fysikaaliset ja kemialliset ominaisuudet, kuten sulamispiste, viskositeetti, tiheys ja emäksisyys hitsausprosessin aikana, varmistaa vakaa valokaaren palaminen, tehdä pisarametallista helppo siirtyä ja olla kaarivyöhykkeen ja sulan altaan ympärillä Luo ilmapiiri suojaamaan hitsausaluetta ja saavuttamaan hyvä hitsin muoto ja suorituskyky.
Pinnoitteeseen on myös mahdollista lisätä hapettumisenestoaineita, seosaineita tai tietty määrä rautajauhetta hitsausmetallien suorituskyvyn vaatimusten täyttämiseksi tai pinnoitustehokkuuden parantamiseksi.
Xinfa-hitsausmateriaalien laatu on erinomainen, tarkista yksityiskohdat:https://www.xinfatools.com/welding-material/

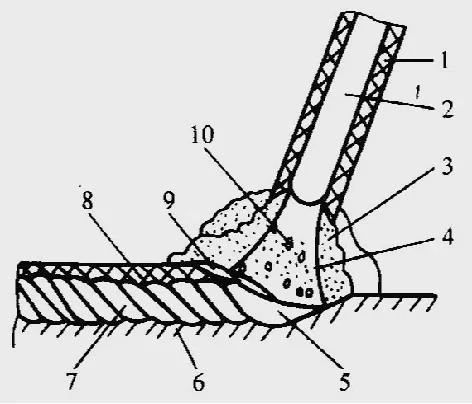
Elektrodikaarihitsausperiaate 1. Lääkekuori 2. Juotosydin 3. Suojakaasu 4. Valokaari 5. Sulavesiallas 6. Pohjamateriaali 7. Hitsaus 8. Hitsauskuona 9. Kuona 10. Pisarat
Erilaiset raaka-aineet voidaan jakaa:
(1) kaarivakain
Päätehtävänä on tehdä elektrodista helppo iskeä kaari ja pitää kaari palamassa vakaasti hitsausprosessin aikana. Valokaaristabilisaattoreina käytetään pääasiassa aineita, jotka sisältävät tietyn määrän helposti ionisoituvia alkuaineita, joilla on alhainen ionisaatiopotentiaali, kuten maasälpä, vesilasi, rutiili, titaanidioksidi, marmori, kiille, ilmeniitti, pelkistetty ilmeniitti jne.
(2) Kaasua tuottava aine
Kaasu hajoaa kaaren korkeassa lämpötilassa muodostaen suojaavan ilmakehän, suojaa kaarta ja sulaa allasmetallia ja estää hapen ja typen tunkeutumisen ympäröivään ilmaan. Yleisesti käytettyjä kaasua kehittäviä aineita ovat karbonaatit (kuten marmori, dolomiitti, magnesiitti, bariumkarbonaatti jne.) ja orgaaniset aineet (kuten puujauho, tärkkelys, selluloosa, hartsi jne.).
(3) Hapettumisenestoaine (tunnetaan myös pelkistimenä)
Hitsausprosessin kemiallisen metallurgisen reaktion ansiosta hitsimetallin happipitoisuus vähenee ja hitsimetallin suorituskyky paranee. Hapettumisenestoaineet ovat pääasiassa rautaseoksia ja niiden metallijauheita, jotka sisältävät alkuaineita, joilla on korkea happiaffiniteetti. Yleisesti käytettyjä hapettumisenestoaineita ovat ferromangaani, ferrosilikoni, ferrotaani, ferroalumiini ja pii-kalsium-seokset.
(4) Pehmitin
Päätehtävänä on parantaa pinnoitteen plastisuutta, kimmoisuutta ja juoksevuutta elektrodipuristinpinnoitusprosessissa, parantaa elektrodipinnoitteen laatua ja tehdä elektrodipinnoitteen pinnasta sileäksi halkeilematta. Yleensä valitaan materiaalit, joilla on tietty elastisuus, liukas tai tietyt laajenemisominaisuudet veden imeytymisen jälkeen, kuten kiille, valkoinen savi, titaanidioksidi, talkkijauhe, kiinteä vesilasi, selluloosa jne.
(5) seosaine
Sitä käytetään seosteaineiden palamishäviön kompensoimiseen hitsauksen aikana ja seosaineiden siirtämiseen hitsiin hitsimetallin kemiallisen koostumuksen ja ominaisuuksien varmistamiseksi. Erilaisia ferroseoksia (kuten ferromangaani, ferrosilikoni, ferrokromi, teräs, ferroanadium, ferroniobium, ferroboori, harvinaisten maametallien ferrosiili jne.) tai puhtaita metalleja (kuten metallimangaani, metallikromi, nikkelijauhe, volframijauhe jne.) voidaan valita. tarpeiden mukaan. Odota).
(6) Kuonanpoistoaine
Hitsauksen aikana se voi muodostaa kuonaa, jolla on tietyt fysikaaliset ja kemialliset ominaisuudet, suojata hitsauspisaroita ja sulaa allasmetallia sekä parantaa hitsin muodostumista. Kuonanpoistoaineina käytettyjä raaka-aineita ovat marmori, fluoriitti, dolomiitti, magnesiumoksidi, maasälpä, valkoinen muta, kiille, kvartsi, rutiili, titaanidioksidi, ilmeniitti jne.
(7) Sideaine
Kiinnitä pinnoitemateriaali tiukasti hitsausytimeen ja elektrodipinnoitteella on tietty lujuus kuivumisen jälkeen. Ei vaikuta haitallisesti sulaan altaaseen ja hitsausmetalliin hitsausmetallurgian aikana. Yleisesti käytettyjä sideaineita ovat vesilasi (kalium, natrium ja niiden sekoitettu vesilasi), fenoli-r
Postitusaika: 08-08-2023


