Huokoisuus on hyvin yleistä alumiinin hitsauksessa.
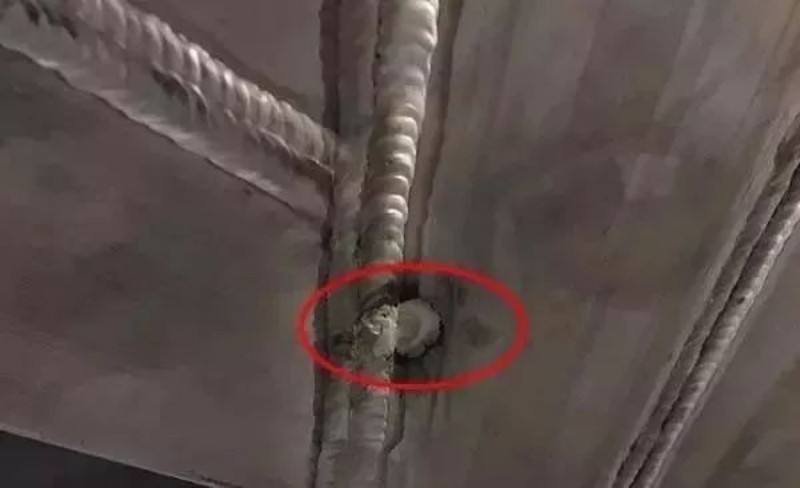
Pohjamateriaalissa ja hitsauslangassa on tietty määrä huokosia, joten suuria huokosia on vältettävä hitsauksen aikana, jotta huokoset eivät ylitä standardia. Kun kosteus ylittää 80℅, hitsaus on lopetettava. Todennäköisyys, että huokoset ylittävät standardin, on myös 80℅, ja palautuskappaleita on helppo valmistaa.
Hitsaus kuvan mukaisessa kosteustilassa tuottaa hyvin todennäköisesti palautustilauksen.
Xinfa-hitsauslaitteilla on korkea laatu ja alhainen hinta. Lisätietoja on osoitteessa:Hitsaus- ja leikkausvalmistajat – Kiinan hitsaus- ja leikkaustehdas ja toimittajat (xinfatools.com)


▲Kosteus▲
Joskus musta pöly tarttuu hitsaukseen, mitä minun pitäisi tehdä?


▲Musta ja harmaa▲
Itse asiassa volframielektrodi on likainen tai se koskettaa sulaa altaaa tai hitsauslankaa ja alumiini tarttuu siihen. Vasta kun volframielektrodi on puhdistettu, voimme jatkaa.

▲Likaantunut volframielektrodi on kukkakaalin muotoinen▲
Tällä hetkellä tarvitsee vain säätää hitsauskoneen puhdistusleveys pohjaan, virta on periaatteessa noin 200 ja kaarihitsaus käynnistetään alumiiniromulla. Muutamassa sekunnissa volframielektrodi muodostaa pienen pallon. Jos haluat hitsata alumiinia hyvin, pieni pallo on pakollinen tuote.

▲ Säädä puhdistusleveys alimmalle asetukselle▲


▲Maaginen pieni pallo▲
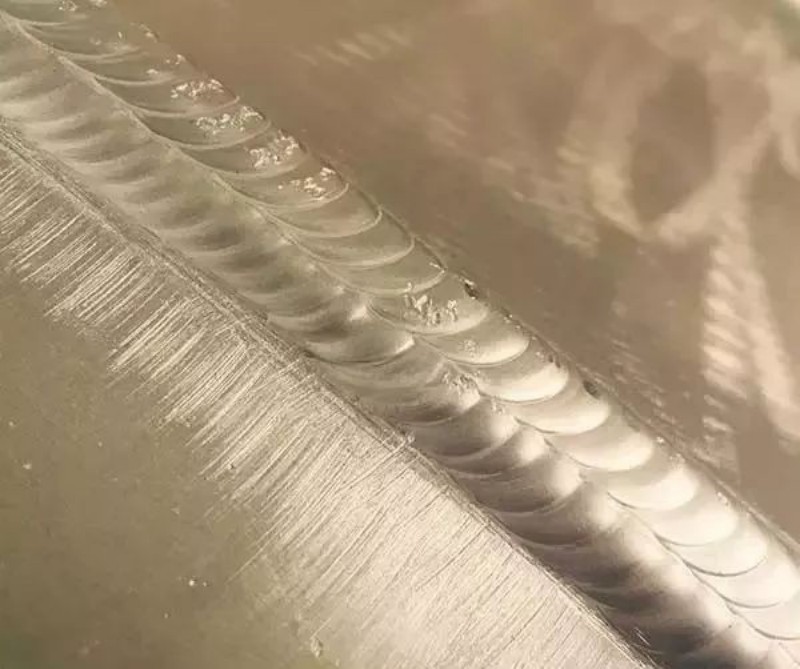
Vertaamalla alumiinin hitsausta ruostumattomaan teräkseen pidän alumiinin hitsauksesta parempana. Se ei ole niin hankala kuin ruostumaton teräs, jota on heiluttava. Alumiinin hitsaus on helppoa, eikä hitsauspistooli periaatteessa heilu. Tämä vuorauksella varustettu alumiiniputki on sauma, eikä hitsaus ole niin hankalaa.
Kun virtaa säädetään kohtuullisesti, paras virta on se, joka pystyy hallitsemaan sulaa allasta. Jokaisen hitsauskoneen suorituskyky on erilainen, virta on erilainen ja kaaren joustavuus on myös erilainen.




Postitusaika: 29.9.2024


