Volframikarbidin virtausporanterä



Tuotteen esittely
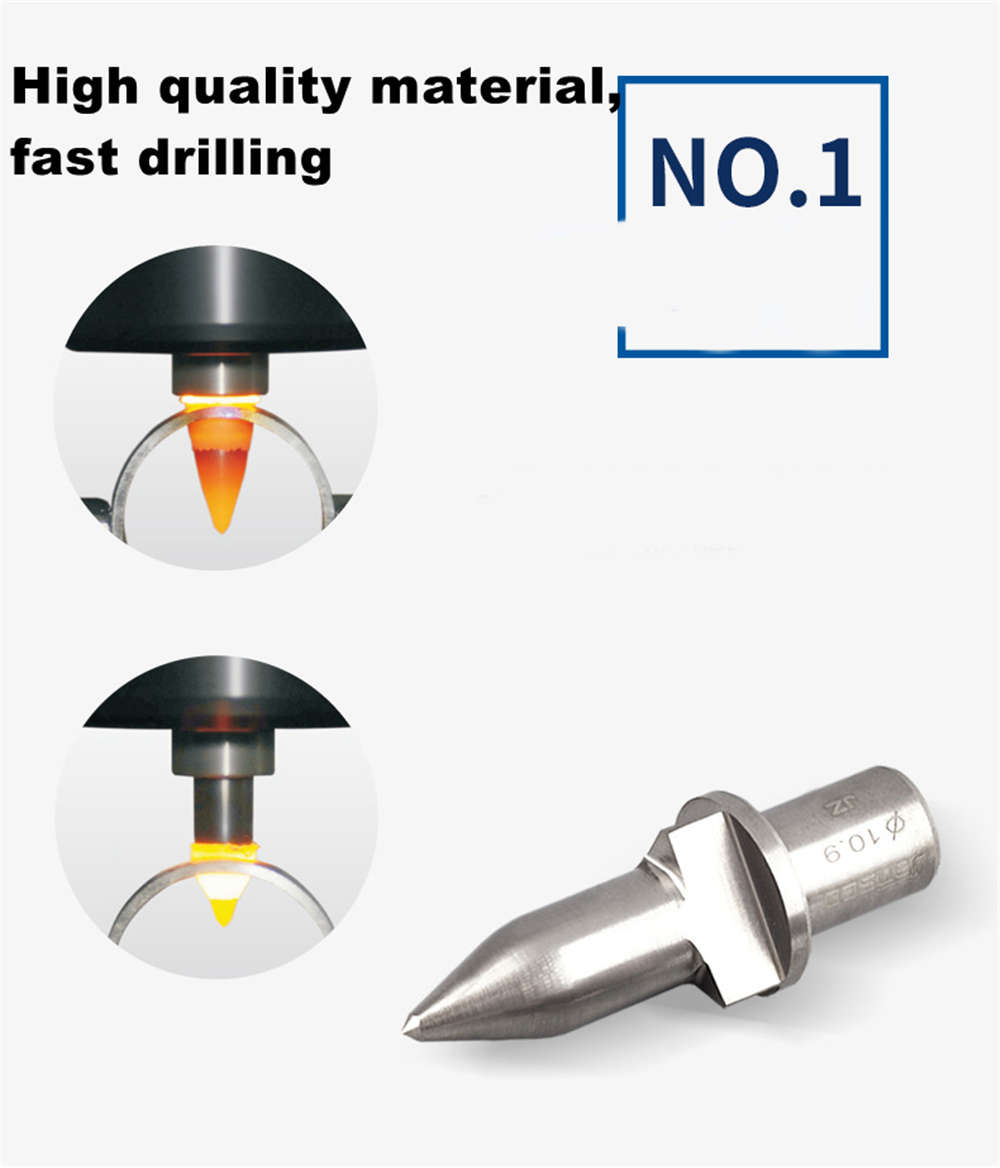
Kuumasulateporauksen periaate
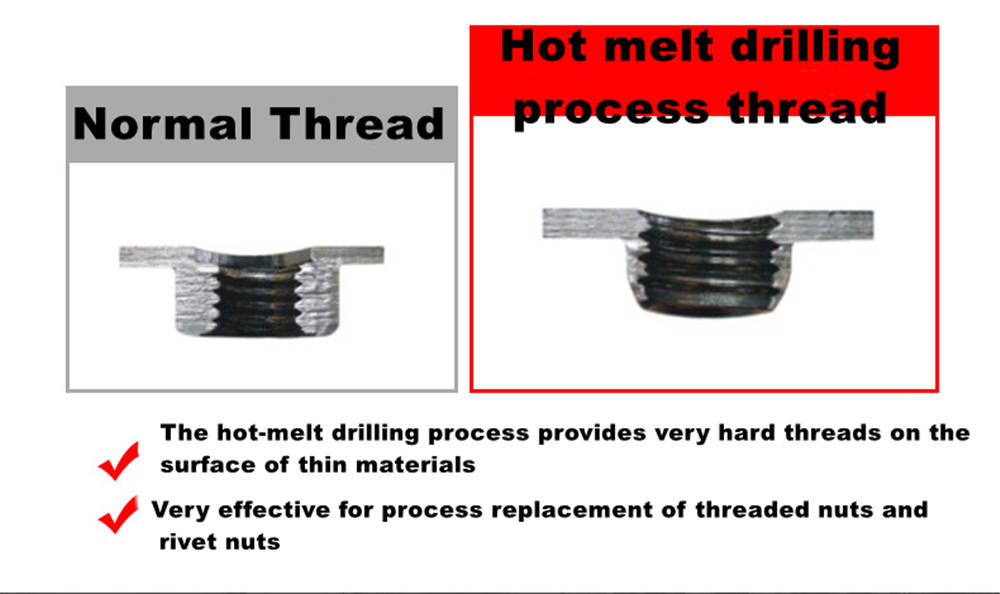
Kuumasulatepora tuottaa lämpöä nopealla pyörimisellä ja aksiaalipainekitkalla materiaalin pehmentämiseksi ja korvaamiseksi. Samalla se lävistää ja muodostaa holkin, joka on noin 3 kertaa raaka-aineen paksuus, ja puristaa ja koputtaa hanan läpi muodostaen sen ohuelle materiaalille. Erittäin tarkat, lujat langat.
Suositus työpajoissa käytettäväksi
Ensimmäinen vaihe: materiaalin plastisointi nopean pyörimisen ja aksiaalipaineen avulla. Valetun holkin paksuus on 3 kertaa raaka-aineen paksuus.
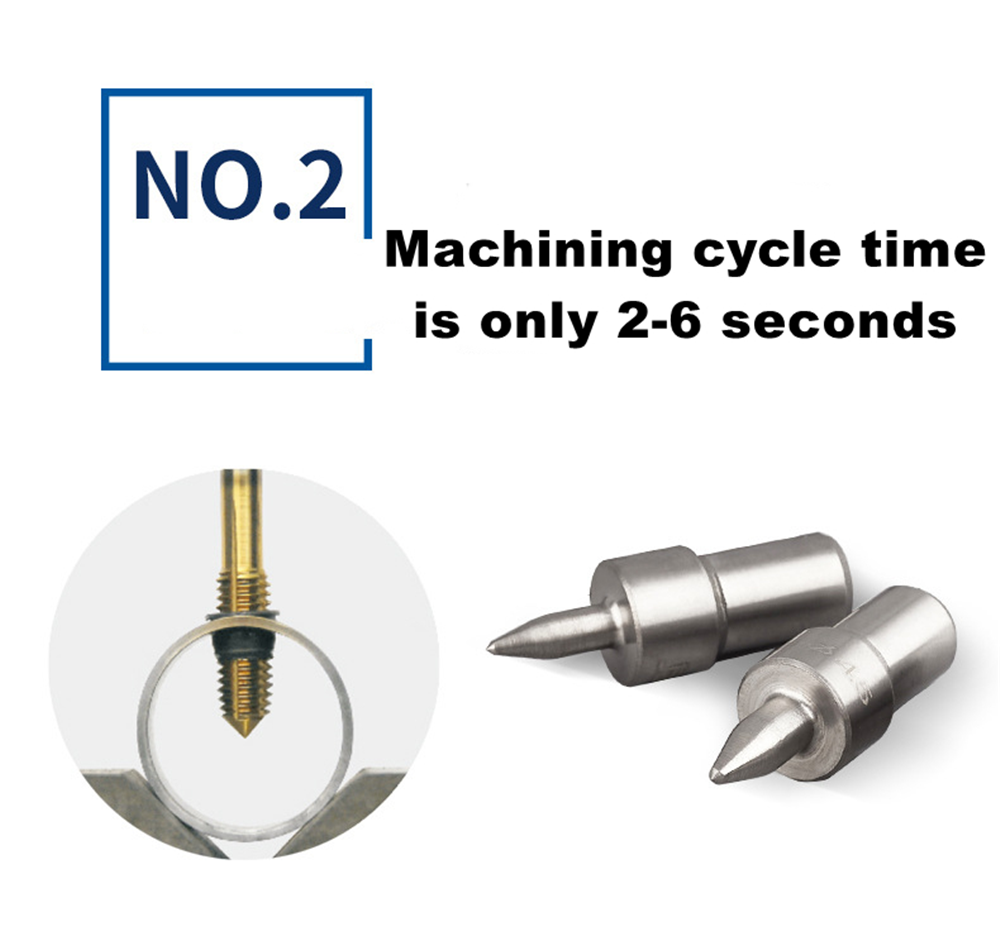
Toinen vaihe: kierre muodostetaan kylmäpursottamalla korkean tarkkuuden, suuren vääntömomentin ja korkealaatuisten kierteiden tuottamiseksi
| Merkki | Xinfa | Pinnoite | No |
| Tuotteen nimi | Terminen kitkaporanteräsarja | Tyyppi | Tasainen/pyöreä tyyppi |
| Materiaali | Karbidi volframi | Käyttää | Poraus |
Ominaisuus



Varotoimet kuumasulateporien käytössä
1. Työkappaleen materiaali: kuumasulapora soveltuu erilaisten metallimateriaalien käsittelyyn, jonka halkaisija on 1,8-32 mm ja seinämän paksuus 0,8-4 mm, kuten rauta, kevyt teräs, ruostumaton teräs, titaani, alumiini, kupari, kupari, messinki (Zn-pitoisuus alle 40 %), alumiiniseos (Si-pitoisuus alle 0,5 %) jne. Mitä paksumpi ja kovempi materiaali, sitä lyhyempi kuumasulateporan käyttöikä.
2. Kuumasulatahna: Kun kuumasulatepora toimii, yli 600 astetta korkea lämpötila syntyy välittömästi. Erityinen kuumasulatepasta voi pidentää kuumasulateporan käyttöikää, parantaa sylinterin sisäpinnan laatua ja tuottaa puhtaan ja tyydyttävän reunamuodon. On suositeltavaa lisätä pieni määrä kuumasulatetahnaa työkaluun jokaista 2–5 tavalliseen hiiliteräkseen porattua reikää kohti; ruostumattomasta teräksestä valmistetut työkappaleet, lisää jokaiseen porattuun reikään kuumasulatetahnaa käsin; Mitä paksumpi ja kovempi materiaali, sitä suurempi on lisäystaajuus.
3. Kuumasulateporan varsi ja istukka: Jos erityistä jäähdytyselementtiä ei ole, käytä paineilmaa jäähdyttämiseen.
4. Porauskoneen laitteet: niin kauan kuin erilaiset porakoneet, jyrsinkoneet ja työstökeskukset sopivalla nopeudella ja teholla sopivat kuumasulateporaukseen; Materiaalin paksuus ja itse materiaalin ero vaikuttavat kaikki pyörimisnopeuden määritykseen.
5. Esivalmistetut reiät: Esiporaamalla pieni aloitusreikä voidaan välttää työkappaleen muodonmuutoksia. Esivalmistetut reiät voivat vähentää aksiaalivoimaa ja sylinterin korkeutta, ja ne voivat myös tuottaa litteämmän reunan sylinterin alimpaan päähän, jotta vältetään ohutseinäisten (alle 1,5 mm) työkappaleiden taipuminen.
6. Käytä kierteityksissä kierteitysöljyä: on suositeltavaa käyttää ekstruusiohanoja, joita ei muodosteta leikkaamalla vaan puristamalla, joten niillä on korkea vetolujuus ja vääntöarvo. On myös mahdollista käyttää tavallisia leikkaushanoja, mutta sylinterin leikkaaminen on helppoa ja kuumasulaporan halkaisija on erilainen ja se on tehtävä erikseen.
7. Kuumasulateporan huolto: Kun kuumasulateporaa on käytetty jonkin aikaa, pinta kuluu ja leikkurin runkoon kiinnittyy kuumasulatetahnaa tai työkappaleen epäpuhtauksia. Kiinnitä kuumasulatepora sorvin tai jyrsinkoneen istukkaan ja hio se hankaavalla tahnalla. Älä kiinnitä huomiota turvallisuuteen.
Q1: Voinko saada näytteen testausta varten?
V: Kyllä, voimme tukea näytettä. Näyte veloitetaan kohtuullisesti meidän välisten neuvottelujen mukaan.
Q2: Voinko lisätä logoni laatikoihin/laatikoihin?
V: Kyllä, OEM ja ODM ovat saatavilla meiltä.
Q3: Mitä etuja on jakelijana olemisesta?
V: Erikoisalennusmarkkinointisuojaus.
Q4: Kuinka voit hallita tuotteiden laatua?
V: Kyllä, meillä on insinöörejä valmiina auttamaan asiakkaita teknisen tuen ongelmissa, tarjous- tai asennusprosessin aikana mahdollisesti ilmenevissä ongelmissa sekä jälkimarkkinoiden tuessa. 100 % itsetarkastus ennen pakkaamista.
Q5: Voinko käydä tehtaallasi ennen tilausta?
V: Toki, tervetuloa vierailullesi tehtaalla.








